تنظیم آمپر جوشکاری و انتخاب مقدار مناسب برای جوشکاری یکی از موارد حیاتی در فرآیند جوشکاری است که به آن باید توجه ویژهای شود. از آنجایی که تنظیم درست آمپر در جوشکاری اهمیت زیادی دارد، در ادامه به بررسی این مسئله پرداخته و اطلاعات لازم جهت انجام این تنظیمات بهدرستی را مطرح خواهیم کرد.

اگر قصد خرید دستگاه جوشکاری را دارید دستگاه جوش اینتیمکس یکی از بهترین گزینه های موجود در بازار است که میتوانید با بهترین قیمت از جعبه ابزار خریداری کنید
مواد جوشکاری، که شامل هم فلزات و هم غیرفلزات میشوند، به دو روش اصلی جوشکاری ذوبی و غیرذوبی تقسیم میشوند. در روش ذوبی، با استفاده از دستگاه جوش، میزان حرارت و گرما به حدی افزایش مییابد که دو فلز ذوب شده و منطقه جوش با استفاده از فلز پرکننده پر میشود. این فرآیند انجام گرفته و بسته به نوع مواد و شرایط جوشکاری متغیر است.
توجه به جزئیات در این فرآیند ضروری است. حتی با داشتن بهترین اینورتر، تنظیم آمپر مناسب برای ضخامت فلز، و استفاده از الکترود با قطر مناسب با آمپر تنظیم شده از اهمیت بسیاری برخوردار است.
تنظیم دستگاه جوشکاری باعث جلوگیری از چسبیدن الکترود به فلز، جلوگیری از سوختن دستگاه جوش، و جلوگیری از بروز عیوب در جوش میشود. به عبارت دیگر، تجربه و دقت در این فرآیندها به بهترین نتایج جوشکاری منجر خواهد شد.
جهت خرید و آگاهی از آخرین قیمت های ابزار آلات صنعتی و ساختمانی می توانید بدون واسطه با وارد کننده این محصولات با شماره تماس 02166975233 در ارتباط باشید.
جدول آمپر جوشکاری برای تنظیم دستگاه جوش
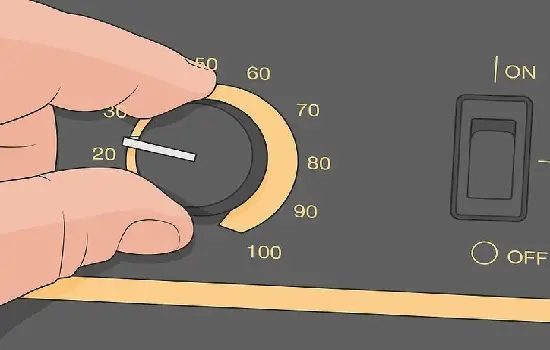
یکی از نکات حیاتی در زمان تنظیم دستگاه جوش، انتخاب آمپر مناسب برای جوشکاری است. برای این منظور، با نگاه به جدول آمپر و با توجه به ضخامت فلز، میتوانید مقدار آمپر را به دست آورید. سپس با چرخش دکمه آمپر به سمت راست، مقدار آمپر را افزایش دهید، و با چرخش به سمت چپ، آمپر را کاهش دهید. این تنظیمات باعث ایجاد جریان جوشکاری مناسب برای ضخامت مشخصی از فلز خواهد شد.
توجه به جدول آمپر و دقیق برآورد کردن نیاز به جریان جوشکاری، کلیدی است تا در نهایت جوش با کیفیت و بدون مشکلات ایجاد شود. به همین دلیل، انتخاب و تنظیم آمپر با دقت و هوشمندانه، جزء مراحل اساسی جوشکاری محسوب میشود.
|
آمپر مورد نیاز |
میزان قطر الکترود |
|
320-400 |
6.4 میلی متر |
|
110-165 |
3.2 میلی متر |
|
200-275 |
4.8 میلی متر |
|
65-100 |
2.4 میلی متر |
|
150-220 |
4.0 میلی متر |
|
260-340 |
5.6 میلی متر |
آمپر مناسب برای جوشکاری قوطی
انتخاب آمپر مناسب برای جوشکاری قوطیهای فلزی به فاکتورهای مختلفی نظیر نوع فلز، ضخامت آن و نوع الکترود مورد استفاده بستگی دارد. در ادامه به تفصیل به این موضوع میپردازیم:
ضخامت فلز:
- کمتر از 2 میلیمتر: آمپر پایین (50 تا 70 آمپر)
- 2 تا 5 میلیمتر: آمپر متوسط (70 تا 120 آمپر)
- بیشتر از 5 میلیمتر: آمپر بالا (100 تا 150 آمپر)
نوع الکترود:
- : جریان جوش بالاتر، مناسب برای جوشکاری سریع و روان فلزات نازک (جریان جوش توصیه شده: 80 تا 120 آمپر)
- : جریان جوش پایینتر، مناسب برای ایجاد جوشهای قویتر و با دوامتر (جریان جوش توصیه شده: 50 تا 90 آمپر)
آمپر مناسب جوشکاری درب و پنجره
انتخاب آمپر صحیح در جوشکاری درب و پنجره، نقشی اساسی در کیفیت و استحکام جوش نهایی ایفا میکند. عوامل متعددی در تعیین آمپر مناسب دخیل هستند که در ادامه به بررسی آنها میپردازیم:
نوع فلز :
- آهن : رایجترین نوع فلز در ساخت درب و پنجره، آهن است. الکترودهای 6013 و 7018 برای جوشکاری آهن مناسب هستند.
- آلومینیوم : جوشکاری آلومینیوم نیازمند دقت و ظرافت بیشتری است و به الکترودهای مخصوص و تنظیمات آمپر متفاوت نیاز دارد.
ضخامت فلز :
- تا 1 میلیمتر: 50 تا 70 آمپر
- 1 تا 2 میلیمتر: 70 تا 100 آمپر
- 2 تا 3 میلیمتر: 100 تا 120 آمپر
- 3 تا 4 میلیمتر: 120 تا 140 آمپر
نوع جوشکاری:
- جوشکاری قوسی با الکترود روکشدار (SMAW): این روش رایجترین نوع جوشکاری برای درب و پنجره است.
- : این روش برای فلزات نازکتر مناسبتر است.
- : این روش برای جوشکاری دقیق و باکیفیتتر به کار میرود.
دلیل اهمیت آمپر جوشکاری
انتخاب آمپر جوشکاری مناسب برای الکترود تأثیر زیادی بر کیفیت جوشکاری دارد و میتواند از وقوع مشکلاتی نظیر چسبیدن الکترود جلوگیری کند. چسبیدن الکترود به فلز در حین جوشکاری یک مشکل متداول است که به ویژه برای جوشکاران مبتدی ممکن است پیش بیاید.
استفاده از آمپر نادرست میتواند باعث چسبیدن الکترود به فلز شود و فرآیند جوشکاری را دچار مشکل کند. درست تنظیم نشدن آمپر، به طور غیرمستقیم موجب ایجاد مشکلات در جوشکاری میشود، از جمله چسبیدن الکترود.
این مشکل با تنظیم صحیح آمپر و انتخاب مناسب آن برای نوع فلز و قطر الکترود قابل پیشگیری است.
بنابراین، انتخاب دقیق و صحیح آمپر جوشکاری از اهمیت ویژهای برخوردار است تا به کاربران کمک شود از مشکلاتی همچون چسبیدن الکترود جلوگیری کنند و جوشکاری با کیفیت را تضمین نمایند.
مشکلات آمپر بیش از حد
آمپر در واقع نشاندهنده قدرت دستگاه جوش میباشد و تأثیر مستقیمی بر حرارت تولید شده در محل جوش دارد. انتخاب آمپر مناسب یکی از اصلیترین موارد در فرآیند جوشکاری است و تاثیر بسزایی بر کیفیت و ایمنی جوش دارد.
آمپر بیش از اندازه ممکن است باعث مشکلاتی گردد از جمله :
- منجر به سوراخ شدن قطعه
- افزایش پاشش
- چسبنده شدن بیش از حد سرباره یا گل جوش
- کاهش استحکام جوش
- سوختگی الکترود
- و افزایش دودزايی
شود.
این امور باعث کاهش کیفیت جوشکاری میشوند و در نتیجه، اهمیت تنظیم صحیح آمپر جوشکاری برای جلوگیری از این مشکلات بسیار زیاد است.
مشکلات انتخاب آمپر جوشکاری کمتر از حد نیاز
اگر آمپر دستگاه جوش کمتر از حد نیاز انتخاب شود، ممکن است مشکلاتی به وجود آید که میتواند تأثیر منفی بر کیفیت جوشکاری داشته باشد. در این حالت:
- قدرت ذوب کردن ناکافی:
آمپر کمتر باعث میشود که حرارت تولید شده در محل جوش کمتر شود. این موضوع میتواند به عدم توانایی در ذوب کردن کامل قطعه و الکترود منجر شود. - عملیات جوشکاری دشوارتر:
آمپر کمتر باعث میشود فرآیند جوشکاری دشوارتر و پیچیدهتر شود. سطح جوش ممکن است صاف نباشد و بهجای آن، ناهمواریها و عیوب ظاهر شوند. - چسبیدن الکترود:
اگر آمپر کمتر از حد نیاز باشد، الکترود ممکن است به قطعه چسبیده و گرده جوش بیش از حد تشکیل شود. این مشکل میتواند به کیفیت ناهمگن و نامنظم جوش منجر شود.
بنابراین، همانند انتخاب آمپر بیش از اندازه، تعیین آمپر کمتر از حد نیاز نیز میتواند به مشکلاتی در فرآیند جوشکاری و نهایتاً به کاهش کیفیت جوشکاری منجر شود.
عوامل موثر بر تنظیم آمپر جوشکاری
تنظیم صحیح آمپر جوشکاری یکی از مراحل حیاتی در فرآیند جوشکاری است و تأثیر بسزایی بر کیفیت جوش دارد. انتخاب بهترین مقدار آمپر بر اساس نوع فلز، ضخامت جوشکاری، و اندازه الکترود یکی از چالشهای اساسی جوشکاران است.
اما بطور کلی از عوامل موثر بر تنظیم آمپر جوشکاری می توان به موارد زیر اشاره کرد
- جنس قطعه پایه و ضخامت آن
- موقعیت و کاربرد جوشکاری
- فرآیند جوشکاری
- نوع الکترود مصرفی
در ادامه هریک از موارد را بررسی خواهیم کرد
جنس قطعه پایه و ضخامت آن
مواد پایه و ضخامت قطعه از اهمیت بسزایی در تعیین آمپر جوشکاری برخوردارند. به عنوان جوشکار، باید نوع مواد قطعه پایه را مد نظر داشته باشید و آمپر مناسب را بر اساس آن انتخاب کنید. انتخاب آمپر باید با توجه به نقطه ذوب مواد پایه انجام شود. به عنوان مثال، اگر میخواهید قطعهای از آلومینیوم با نقطه ذوب ۱۲۰۰ درجه فارنهایت را جوشکاری کنید، باید از جریان برق متناوب با آمپر بالا استفاده کنید.
ضمن توجه به جنس مواد، ضخامت قطعه نیز امری حائز اهمیت است. در صورتی که قطعه دارای ضخامت زیادی باشد، نیاز به نفوذ بالا برای رسیدن به جوش با کیفیت بالا احتمالاً وجود دارد. در چنین شرایطی، معمولاً الکترود با طول بیشتر و آمپر دستگاه جوش برای بهبود نفوذ در داخل قطعه افزایش مییابد.
موقعیت و کاربرد جوشکاری
برای هر روش جوشکاری، نیازمندیها در مورد میزان آمپر ممکن است متفاوت باشد. به عنوان مثال، در جوشکاری به روش TIG که یک روش حساس با ولتاژ کم است، نیاز به تنظیم آمپر در سطح پایین و دقت بالا داریم. اما در جوشکاریهای MIG و Stick، ممکن است نیاز به آمپر بالاتر باشد.
همچنین، در صورتی که جوشکار نیاز به افزایش سرعت جوشکاری دارد، میتواند با افزایش میزان آمپر، سرعت فرآیند را افزایش دهد.
این اقدام میتواند مختصات زمانی فرآیند جوشکاری را کاهش داده و به بهبود بهرهوری از وقت کمک کند.
به طور کلی، تطبیق آمپر با نوع فرآیند و نیازهای جوشکاری از اهمیت بسزایی برخوردار است و به جوشکار این امکان را میدهد که بر اساس شرایط مختلف، آمپر را بهینه کند.
فرآیند جوشکاری
در فرآیندهای مختلف جوشکاری، نیاز به تنظیم آمپر به شیوههای متفاوتی انجام میشود.
جوشکاری TIG:
در این نوع جوشکاری، از دستگاهی استفاده میشود که آمپر جریان برق آن با استفاده از یک پدال پا تنظیم میشود. با افزایش فشار بر پدال، آمپر جوشکاری نیز افزایش مییابد. این روش کنترل دقیق بر آمپر جوشکاری را فراهم میکند.
جوشکاری MIG:
در جوشکاری MIG، به جای تنظیم آمپر، تنظیم ولتاژ دستگاه جوش اهمیت دارد. ضخامت قطعه پایه نیز تأثیر زیادی بر تنظیم ولتاژ دارد. با افزایش ضخامت قطعه، ولتاژ نیز باید افزایش یابد تا جوش مناسبی ایجاد شود.
هر یک از این روشها بر اساس نیازهای خاص فرآیند جوشکاری و خواص مورد انتظار در جوش نهایی انتخاب میشوند. تنظیمات دقیق در هر فرآیند بر اساس شرایط خاص کاربردی میتواند به بهبود کیفیت جوش و افزایش بهرهوری کمک کند.
نوع الکترود مصرفی
نوع الکترود مصرفی نیز به عنوان یکی از عوامل مؤثر بر تنظیم آمپر جوشکاری در فرآیند جوشکاری استیک دخیل است. در این نوع جوشکاری، انتخاب الکترود مناسب به توجه به ضخامت قطعه پایه و نیازهای جوشکاری اهمیت دارد.
جوشکاری استیک:
در این نوع جوشکاری از الکترودهای مختلفی استفاده میشود. سازندگان الکترود بر روی بسته بندی آن، میزان آمپر جوشکاری مناسب برای هر نوع الکترود را مشخص میکنند. جوشکاران با توجه به نوع الکترود و ضخامت قطعه پایه، میتوانند آمپر جوشکاری را با دقت تنظیم کنند.
همچنین ویدیو برسی دستگاه جوش در youtube
در نهایت
در این مقاله به بررسی اهمیت انتخاب آمپر مناسب برای جوشکاری پرداختهایم و اهمیت میزان آمپر جوش را بررسی کردیم. انتخاب درست است که آمپر جوشکاری تأثیر چشمگیری بر کیفیت جوشکاری دارد و از بروز مشکلات متعددی جلوگیری میکند.
به عنوان مثال، با تنظیم آمپر جوش مناسب، از چسبیدن الکترود به قطعه حین جوشکاری جلوگیری شده و از آسیب به دستگاه جوش نیز جلوگیری میشود.
به همین دلیل در آغاز جوشکاری، تنظیم آمپر جوشکاری بر اساس قطر الکترود، امری بسیار حائز اهمیت است.
در جوشکاری تیگ و میگ، الکترود مصرفی به صورت مستقیم نقش چندانی در تنظیم آمپر ندارد زیرا این دو روش از فرآیندهای متفاوتی بهره میبرند و تنظیمات آنها بر اساس ویژگیهای خود تنظیم میشوند.